EN
EN RU
RU ES
ESWe will test the load with a tensile force of 2 times the safety factor and a tensile force of 4 times the safety factor for the failure test.


2 - 4 times Safety Factor
ISO 9001 Certification
G43 G70 G80 Grade Available
Various Surface Treatment
1/4 to 3/4 Sizes
We can provide some standard specifications, and we can also provide OEM services. Our engineers can make a perfect solution according to your drawings and give you a better price.
We are able to provide clevis slip hooks in all sizes in the form. In addition to that, we also provide OEM service, and the engineers will make a perfect solution according to your drawings and give a more reasonable quotation.
| NAME | Clevis Slip Hooks | |||||||
| CODE | SIZE(IN) | W.LL/lbs(4:1) | DIMENSIONS(MM) | WEIGHT | ||||
| - | - | CARBON | ALLOY | A | B | E | L | - |
| HM - CSH - 014 | 1/4" | 1950 | 2750 | 11 | 27 | 23.5 | 100 | 0.55 |
| HM - CSH - 516 | 5/16" | 2875 | 4300 | 12.5 | 33 | 26 | 114 | 0.82 |
| HM - CSH - 038 | 3/8" | 4000 | 5250 | 15 | 39 | 32 | 132.5 | 1.21 |
| HM - CSH - 716 | 7/16" | 5000 | 7000 | 17 | 44 | 40 | 147 | 2.09 |
| HM - CSH - 012 | 1/2" | 6500 | 9000 | 19 | 48 | 42.5 | 166 | 2.99 |
| HM - CSH - 058 | 5/8" | 9250 | 13500 | 18.5 | 58.7 | 51 | 200.5 | 4.85 |
| HM - CSH - 034 | 3/4" | 12500 | 19250 | 30.5 | 81 | 64.5 | 257 | 11.28 |
We offer Clevis Slip Hooks in 1/4" to 3/4" Sizes, the exact sizes are reflected in the table above. We use high-performance carbon steel or alloy steel to produce Clevis Slip Hooks, which gives it two properties. Here you can learn more about Clevis Slip Hooks.
This is a hook used to connect the end of a chain and a heavy object (a heavy object with a hook point such as a chain, wire rope, lifting clutch, etc.). It is also called a Sling Hook most of the time. The inner circle of the hook is round and the inner cavity is large. The chain can slide easily in the inner cavity to adjust the length. It is mainly made of carbon steel and alloy steel, using hot die forging technology, with a stable structure and stronger tensile performance. There are two styles to choose from, depending on whether it has a latch.
It consists of clevis ear, hook body, clevis pin, safety pins, and optionally safety latch.
Note: The Clevis Ear and Hook Body are forged from one piece.
Shaped like a clip, it is used to snap into the end of the chain and has two round holes in it.
It is a through hole at one end and a thicker end at the other end, which is used to carry the axial shear load in the whole system.
The hole used to insert the clevis pin is used to prevent it from coming out.
It is a hook-shaped structure with a rounded inside, which can facilitate the load to better enter the load.
It is a self-rebounding device where the hook snaps into the spreader and the latch springs back to prevent decoupling.
It can be classified according to strength, material, whether it has safety latch or not, surface treatment, etc. They are functionally identical, differing in WLL, appearance, and corrosion resistance. If you want to know more, you can contact us to get it.
We need to remove the Safety Pins and Clevis Pins (if they are already pre-installed on the Clevis Slip Hooks).
We need to snap the Clevis Ear into the end of the chain.
We need to insert the Clevis Pin into the hole of the Clevis Ear and the Safety Pin into the hole of the Clevis Pin, and we complete the lock of the Clevis Slip Hooks and the chain.
The hooks are hooked onto the chain or other object of the load, and the tension machine slowly applies the tension force to balance the entire structure to prevent uncoupling.
We often need to go through 10 steps to complete the order of Clevis Slip Hooks, and the 11th step is our after-sales service. Because each customer's needs are different, we will tailor the solution according to the needs.
Upon receiving your Clevis Slip Hooks order, our production planners swiftly evaluate volume and delivery expectations. We allocate capacity on our forging lines more efficiently than most competitors, enabling earlier start dates and minimizing lead times. By integrating order details with our ERP system, we dynamically optimize schedules—so your project advances more predictably and flexibly.
We source high-performance carbon or alloy steel from vetted suppliers under long-term contracts, securing more favorable pricing and traceability. Incoming steel bars undergo photometric composition analysis and ultrasonic testing to verify chemical and structural integrity. This rigorous screening is more thorough than industry norms, guaranteeing every Clevis Slip Hook begins with consistently reliable material.
Our skilled technicians install the precise forging dies for G43, G70, or G80 grade hooks, then perform dry runs to confirm geometry and alignment. These pre-production trials reduce die wear and scrap rates, and ensure each hook's clevis ear and hook body are forged proportionally. Fine-tuning during this phase leads to more uniform hook profiles and less rework downstream.
Automatic bar-cutting machines slice steel rods into blanks with tighter tolerances than manual sawing. By employing high-speed automatic feeders, we achieve more consistent blank lengths and reduce material waste. Precise cut lengths are crucial for balanced heating and forging, setting the foundation for consistent hook dimensions.
Forging blanks are heated in advanced electromagnetic induction furnaces that reach forging temperature faster and more evenly than conventional methods. This uniform heating helps produce more refined grain structures in the steel, resulting in Clevis Slip Hooks with higher fatigue resistance and more predictable mechanical performance.
Heated blanks are formed into clevis ear and hook body in a single pressing operation using our fully hydraulic forging presses. This integrated approach yields hooks that are more compact and have superior grain continuity compared to multi-stage processes. Experienced operators monitor forging loads to ensure each part achieves complete die fill without excessive flash.
Immediately after forging, hooks undergo preliminary dimensional checks using optical comparators and hardness testing to screen out any deviations. This early inspection step is more proactive than standard practice: any non-conforming blanks are recycled before entering machining, reducing overall rework and enhancing throughput.
Flash is removed by precision milling, then hooks pass through shot-blasting and de-burring stations to attain a smoother surface. Finally, parts are prepared for plating or powder coating. Our multi-stage surface prep achieves more uniform adhesion and a finer finish than single-step processes, laying the groundwork for durable corrosion protection.
Finished hooks are validated against your specifications through a comprehensive ISO 9001-aligned audit: two-times safety-factor tensile tests simulate working loads, while four-times loads ensure break strength. Salt-spray chambers evaluate corrosion endurance. Upon approval, each batch is serialized, labeled, and packaged in reinforced cartons that protect components better than standard packaging.
Beyond delivery, our dedicated after-sales team stands ready to address any quality or quantity concerns. With faster response times than typical service centers, we initiate return, replacement, or replenishment procedures within 24 hours of your notification. This commitment makes our post-delivery care more reliable and more customer-centric.
Our quality control center has advanced instruments, and the quality inspectors will formulate strict sampling plans and provide detailed test reports according to the requirements. Here's how we inspect Clevis Slip Hooks. You can contact us at any time to make an appointment to visit our Quality Control Center
We use a photometer to measure the internal composition of raw materials
We used an electron microscope to look at the Clevis Slip Hooks sectional structure.
We will test the load with a tensile force of 2 times the safety factor and a tensile force of 4 times the safety factor for the failure test.
The salt spray testing machine was used to simulate the use environment to test the surface quality and rust resistance of Clevis Slip Hooks.
Clevis Slip Hooks are made using hot die forging for enhanced overall performance, Clevis ear is drilled, and clevis pin is hot forged and drilled for high-performance steel rods. Our forging factory, our close-knit surface treatment plant and quality control center are showcased here. You can click to jump to the details page to understand, or you can contact us directly to visit China.
Our forging factory has a full set of molds for clevis slip hooks, the automatic blanking machine can cut the steel rod into batches of specified lengths more efficiently, and the advanced electromagnetic induction heating can heat the blank to forging temperature in a shorter time. The continuous forging process allows for faster forging of hooks. Experienced staff can ensure that the entire process runs efficiently and stably.
Our surface treatment plant has been working closely with us for more than 20 years and has provided a high standard of service in our previous surface treatment cooperation. We can finish the electro-galvanized, hot-dip galvanized, powder coated surface treatment of Clevis Slip Hooks. The surface of each product can be more uniform, with higher adhesion and greater resistance to rust.
We have advanced measuring instruments that can complete the shape and size measurement of clevis slip hooks. Electron microscopes, photometers can detect the internal structure and composition of materials. A hardness tester can measure the hardness of a material. A tensile testing machine can test its load capacity. We will test the load with a tensile force of 2 times the safety factor and a tensile force of 4 times the safety factor for the failure test.
Our quality control center has advanced instruments, and the quality inspectors will formulate strict sampling plans and provide detailed test reports according to the requirements. Here's how we inspect Clevis Slip Hooks. You can contact us at any time to make an appointment to visit our Quality Control Center.
We will test the load with a tensile force of 2 times the safety factor and a tensile force of 4 times the safety factor for the failure test.
We use a photometer to measure the internal composition of raw materials
The salt spray testing machine was used to simulate the use environment to test the surface quality and rust resistance of Clevis Slip Hooks.
We used an electron microscope to look at the Clevis Slip Hooks sectional structure.
Clevis Slip Hooks are made using hot die forging for enhanced overall performance, Clevis ear is drilled, and clevis pin is hot forged and drilled for high-performance steel rods. Our forging factory, our close-knit surface treatment plant and quality control center are showcased here. You can click to jump to the details page to understand, or you can contact us directly to visit China.
HULK Metal has integrated a well-established supply chain and a professional team in China. We will be your office in China. You just need to tell us what you need to get good quality and cheap clevis slip hooks faster. By choosing us, you will:





You can see the details of Clevis Slip Hooks such as materials, tensile tests, strength ratings, etc. here. We've also put together some tips for using it and more. In addition to this, you can also contact us for more information.
When our customers inquire about Clevis Slip Hooks, they also ask about our other precast concrete accessories such as Lifting Clutch, Lifting Anchors, Lifting Sockets, etc. You can also get a discount from us when you buy together.
32.0 Ton Lifting Eye Anchors are designed for heavy precast concrete lifting applications, providing secure and stable handling performance. HULK Metal combines forging, machining, and strict inspection processes to ensure consistent quality.
HULK Metal’s 20.0 Ton Lifting Eye Anchors are crafted with precision to meet the needs of heavy-duty lifting projects. Our experienced production team, coupled with advanced manufacturing techniques, ensures a consistent supply of high-quality lifting anchors.
10.0 Ton Lifting Eye Anchors are designed for secure lifting of heavy precast concrete components using compatible lifting clutches. HULK Metal combines forging, machining, and strict inspection to ensure consistent performance.
5.0 Ton Lifting Eye Anchors from HULK Metal are engineered for safe and efficient precast concrete lifting applications. Manufactured under ISO 9001 management and CE certification standards, they ensure reliable performance with a safety factor of ≥3.
2.5 Ton Lifting Eye Anchors from HULK Metal are designed for safe and efficient precast concrete lifting applications. Produced under ISO 9001 management with CE certification, they ensure consistent load performance and reliable embedding strength.
1.3 Ton Lifting Eye Anchors are designed for safe and efficient lifting of precast concrete elements. Manufactured with high-strength materials and CE certification, these anchors undergo rigorous testing to ensure durability and reliability.
HULK Metal provides CE-certified 32.0 Ton Lifting Anchors, manufactured with high-strength alloy steel and tested with a 3-times safety factor. This page details their structure, working principle, surface treatments, key parameters, applications, cost calculation, quality control, and supplier advantages.
HULK Metal’s 20.0 Ton Lifting Anchors provide safe, reliable, and CE-certified lifting solutions for precast concrete projects. Manufactured with high-performance alloy steel, precise forging, and strict quality control, these anchors ensure optimal load-bearing capacity and durability.
15.0 Ton Lifting Anchors are designed for heavy precast concrete elements, offering reliable lifting performance with consistent safety. HULK Metal combines forging, machining, and strict inspection to ensure stable quality.
This page presents a complete overview of 10.0-ton lifting anchors, including structure, working principle, surface treatment, key parameters, applications, manufacturing process, and cost factors.
HULK Metal’s 7.5-ton lifting anchors are designed for high safety and consistent performance in precast concrete lifting. Manufactured with premium alloy steel and tested with a three-times safety factor, they ensure durability and reliability.
HULK Metal manufactures CE-certified 5.0-ton lifting anchors with ISO 9001 management, ensuring high safety, durability, and precise dimensions. From forging to surface treatment and rigorous quality inspection, every anchor meets strict standards.
HULK Metal’s 4.0 Ton Lifting Anchors combine superior strength, precision manufacturing, and CE certification to ensure safe handling of precast concrete elements. With integrated production from forging to surface treatment, strict ISO 9001 quality control, and comprehensive technical support, clients benefit from faster delivery, cost efficiency, and reliable performance.
This page presents a complete overview of 2.5 ton lifting anchors, including structure, working principles, applications, and key parameters. It also explains production processes, quality control methods, and cost factors.
HULK Metal’s 1.3-ton lifting anchors provide safe, reliable, and CE-certified lifting solutions for precast concrete projects. Manufactured with high-performance alloy steel, precise forging, and strict quality control, these anchors ensure optimal load-bearing capacity and durability.
HULK Metal offers high-quality foot anchors designed for secure lifting of precast concrete elements. Our CE and ISO 9001 certified lifting pin anchors ensure a threefold safety factor, shorter production cycles, and prompt delivery.
HULK Metal has supplied tens of millions of Lifting Pin Anchors ranging from 1.3 tons to 32 tons to hundreds of buyers around the world. We have a full range of products and a complete supply chain to provide you with quality services. We provide quality assurance services. Please feel free to inquire.
HULK Metal manufactures lifting pin (dog bone) anchors with higher standards to meet demanding precast concrete lifting needs. We offer complete OEM solutions, from design and production to surface treatment and delivery, ensuring each anchor provides excellent strength, corrosion resistance, and compatibility with various lifting systems.
HULK Metal stands out as a leading manufacturer of lifting eye anchors, specializing in precast concrete lifting eye anchors that meet stringent CE certification with a 3 times safety factor.
Durable precast concrete double head lifting pin anchors from HULK Metal ensure secure lifting, higher safety factors, and corrosion resistance, meeting CE and ISO 9001 standards for demanding construction applications worldwide.
Durable, CE-certified spherical head lifting anchors from HULK Metal offer reliable load capacity and corrosion resistance, ensuring safe, efficient lifting for precast concrete projects with fast delivery and quality assurance.
Lifting Pins for Precast Concrete supplied by HULK Metal are CE certified. We can supply Lifting Pins that can pass the tensile test of 3 times the safety factor and strictly implement the IS0 9001 standard to provide high-quality services.
Short Wavy Tail Anchor is a compact, high-strength lifting solution for precast concrete elements. Its wavy rebar tail ensures even load distribution, prevents concrete cracking, and connects securely with threaded sockets or lifting inserts for safe, efficient operations.
Wavy tail anchor is made of high-performance steel pipe and rebar extrusion after bending. Its SWL range is between 0.5 and 8.0 tons. There are two thread standards, M and RD.
HULK Metal is a well-known supplier in China, providing high-quality and cost-effective Precast Lifting Thread Insert. With a complete supply chain and a professional team, we have provided flat end insert, solid rod insert, Tubular insert and others to global customers. We provide complete QA services. Looking Forward Your Inquiry.
HULK Metal is one of the high-quality Flat End Lifting Insert suppliers in China. In order to provide better services and products, we have integrated a complete supply chain. We strictly implement ISO 9001 management, and after years of development, we can now supply a full range of CE certified Flat End Lifting Insert.
Solid Rod Lifting Inserts supplied by HULK Metal have passed the CE certification. They can pass the tensile test with 3 times the safety factor. We strictly implement ISO 9001 standards to manage the entire supply chain to ensure that we can provide you with better Solid Rod Lifting Inserts and services.
Solid rod lifting and fixing sockets embed into precast concrete for secure threaded connections. Crafted from sturdy steel rods, one end features tapping for attachments, while the other includes a hole for rebar passage, enhancing structural integrity.
The combi lifting socket combines a lifting pin anchor and threaded socket, providing a strong, secure connection for lifting and handling precast concrete elements in construction and infrastructure projects.
HULK Metal's Flat End Fixing Socket with Cross Pin integrates a robust cross bar to improve load stability. Manufactured to CE and ISO 9001 standards, it ensures exceptional strength, corrosion resistance, and reliability for various precast concrete lifting applications.
Fixing sockets with bent ends, also known as fixing inserts with bent ends, is essential for anchoring in precast concrete. These sockets provide robust points for fixing elements, featuring a bent design that enhances grip and stability.
Tubular Lifting Insert supplied by HULK Metal has passed CE certification. Tubular Lifting Insert can pass the 3 times safety factor tensile test, and each batch of goods has a comprehensive test report.
HULK Metal can provide you with RD and M standard 12-45 thread, SWL 0.5 to 8.0tons of Long Wavy Lifting Insert. Its international general standard is CE, which needs to pass the 3 times safety factor tensile force test.
HULK Metal manufactures durable solid rod fixing sockets with cross pins and inserts with cross bars for precast concrete. CE and ISO 9001 certified, with high safety factors and quick delivery for bulk orders.
HULK Metal offers premium flat end lifting sockets designed for safe and efficient handling of precast concrete elements. Manufactured from high-strength alloy steel and certified to CE and ISO 9001 standards, these lifting inserts provide exceptional load capacity and corrosion resistance.
HULK Metal's tubular lifting sockets, made from high-grade steel or stainless steel, provide secure threaded connections in precast concrete. CE certified and precision manufactured, they ensure reliable lifting performance, excellent durability, and meet strict safety requirements for diverse construction applications.
The Long Wavy Lifting Socket combines a threaded steel pipe with a wavy-tail rebar to achieve deeper stress transfer in precast concrete. Designed for heavy-duty lifting, it meets CE and ISO 9001 standards and ensures a 4 times safety factor.
Q345/20#/Stainless steel/Others
Galvanized/Black
8~52
≥3
Flat plate lifting sockets embed into precast concrete for secure lifting points. The design includes a threaded end for clutch attachment and a broad base for load distribution, available in galvanized finishes for added durability.
Flat end fixing sockets, also known as flat end fixing inserts, anchor securely into precast concrete for fixing. Made from sturdy steel, they feature a flat end for easy installation and a threaded interior for bolts.
Plate spread anchors from HULK Metal feature a welded steel plate and head design, embedded in concrete for edge lifting. Available in various sizes with galvanized options, they support loads up to 10 tons safely.
Unilateral erection anchors serve as specialized lifting inserts for precast concrete, designed for one-sided loading during element erection. They integrate with ring clutches and recess formers, providing stable anchor points that enhance safety and reduce panel stress in construction applications.
HULK Metal supplies flat foot anchors crafted from premium alloys for secure lifting in precast concrete projects worldwide.
HULK Metal stands as a reliable erection anchor supplier in China, delivering high-standard products for precast concrete lifting. Our anchors ensure secure handling with superior strength and corrosion resistance, backed by comprehensive production support for bulk orders.
HULK Metal supplies CE and ISO9001 certified spread anchors with reliable safety factors, faster delivery, and professional support. Choose our spread anchors for superior quality and complete precast lifting solutions.
HULK Metal delivers high-quality two-hole anchors, designed for secure lifting of precast concrete elements. Certified with CE and ISO 9001, our anchors ensure safety, durability, and efficiency.
This page presents comprehensive information about precast concrete lifting clutches, including types, structure, materials, production processes, surface treatment options, applications, quality control standards, supplier selection guidance, and factory capabilities.
Ring Clutch supplied by HULK Metal is CE certified and can pass the tensile test with a safety factor of 5. We have integrated a complete supply chain and formed a complete team to provide better products and services.
HULK Metal's Precast Concrete Lifting Lugs, also known as Lifting Clutches or Lifting Eyes, are precision-engineered for heavy-duty lifting. Manufactured with high-strength materials, they ensure safety, durability, and efficiency in precast concrete lifting applications worldwide.
High-quality dog bone lifting eye with CE and ISO9001 certification. Strong, safe, and durable for precast concrete lifting. Shorter production cycle and faster delivery from trusted Chinese supplier HULK Metal.
HULK Metal supplies CE and ISO 9001 certified lifting clutch for pin anchor with 5 times safety factors, shorter production cycles, and complete after-sales support for global precast concrete projects.
Dog Bone Lifting Eye With Chain supplied by HULK Metal can pass the 5 times safety factor test and has been CE certified. We can provide 1.3 to 20 tons load groups.
Ring Clutch supplied by HULK Metal is CE certified and can pass the tensile test with a safety factor of 5. We have integrated a complete supply chain and formed a complete team to provide better products and services.
Precast Concrete Lifting Eyes supplied by HULK Metal has passed CE and ISO 9001 Certified and can passed 5 times safety factor testing. HULK Metal is an experienced manufacturer in China. Looking forward your inquire.
Q345/35CrMo/Others
Galvanized/Black/Powder-coat
1.3~32.0
≥5
Precision Casting
HULK Metal has a well-established supply chain to provide you with a full range of Clevis Slip Hooks, such as G43, G70, G80, CE marked, with latch or none, electro-galvanized, hot-dip galvanized or powder coated.
We have provided customers in more than 100 countries and regions around the world with Clevis Grab Hooks with strength standards such as G43 70 80 that can pass 2 to 4 Times Safety Factor detection.
HULK Metal is an experienced eye grab hooks supplier in China. We have integrated a complete supply chain and formed a professional team to provide better products and services. We can provide eye grab hooks with various specifications and surface treatments.
HULK Metal is an experienced supplier in China, providing Eye Slip Hooks in various materials, strengths, certifications, surface treatments and sizes. We have established a complete supply chain to ensure that raw materials, production and delivery are under control to provide higher quality and low-cost lifting hooks.
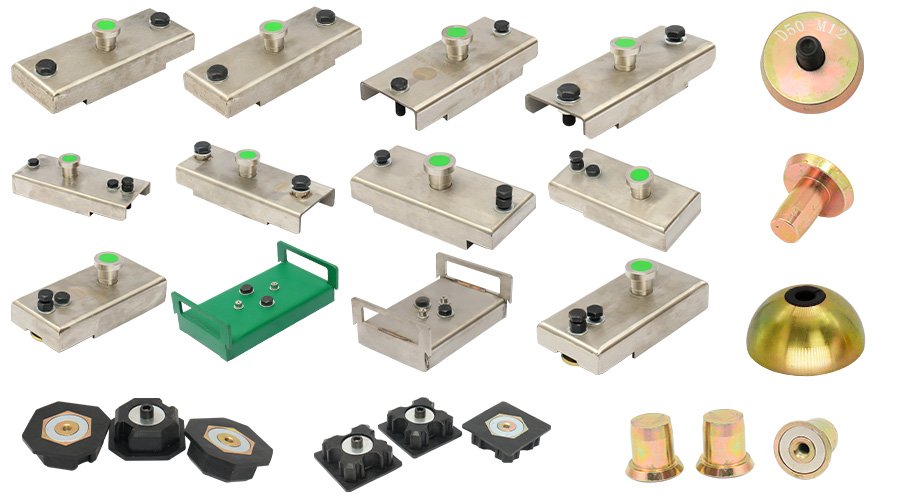
Anchor Recess is an essential component for positioning lifting anchors accurately in precast concrete elements. HULK Metal supplies Anchor Recess in multiple materials and configurations to match different lifting systems and production methods.
HULK Metal provides high-quality Rubber Recess Former for precast concrete lifting systems. They are used with Pin Anchor Recess Former and Spread Anchor Recess Former, ensuring precise recess shaping, shorter production cycles, and faster delivery.
HULK Metal supplies durable lifting pin anchor recess former for precast concrete elements, offering sizes from 1.3 to 32 tons with CE and ISO 9001 certification. Get shorter cycles and comprehensive support for bulk orders.
HULK Metal can provide a variety of precast magnetic formers. With higher quality and a more affordable price, it is your best choice.
The Spread Anchor Rubber Recess Former is made of durable rubber with a reinforced rear metal plate. It is designed for fixing spread anchors in precast concrete, ensuring accurate positioning, easy demolding, and reliable lifting performance.
As one of the excellent magnetic recess former suppliers in China, HULK Metal has advanced factories and perfect supply chain to provide you with high-quality products and services.
HULK Metal can provide CE-certified magnets for precast lifting and fixing inserts or sockets. Our factory has advanced machining equipment, laser cutting machines, and assembly lines, which can more efficiently complete CE-certified precast lifting fixing insert socket magnet with a higher pass rate.
HULK Metal's Electrical Box Fixed Magnets feature a durable rubber body combined with strong NdFeB magnets, ensuring reliable fixation of electrical boxes in precast concrete. These magnets are customizable in shape, size, and finish, providing flexibility for bulk orders.
Our Shuttering Magnets for Formwork are designed for precast concrete production, offering reusable and stable fixing solutions. They support different mold sizes and deliver better cost-efficiency for large-scale construction projects.
Our Embedded Corrugated Pipe Fixed Magnet combines premium steel housing with powerful magnets to ensure strong fixation during precast concrete production. It reduces installation time, improves efficiency, and provides consistent performance across different applications, helping customers achieve safer and more reliable concrete elements.
Steel Embed Plates are essential components used to create strong, reliable connection points within precast concrete structures. As an experienced manufacturer in China, HULK Metal supplies Concrete Embed Plates with stable quality, flexible customization, and consistent production capacity.
Cast In Channel T Bolts from HULK Metal are precision-forged using high-performance alloy steel or stainless steel. Surface treatments, including electro-galvanizing or hot-dip galvanizing, enhance rust resistance, making them reliable for precast concrete connections in construction and infrastructure projects.
HALFEN Anchor Channels from HULK Metal offer superior quality, CE and ISO certified standards, and five times safety factor. Our fast production and delivery, combined with professional after-sales support, make bulk purchasing simple and reliable.
Name Wire Loop Box Precast Concrete Accessories
Molds Full Range Moulds
Materials Wire Rope / Steel Plate / Customized
SL(mm)±10 60 / 80 / 100 / 120 /140
Our Cast in Channel offers superior strength, certified safety, and flexible application for precast construction. Manufactured with advanced processes, it guarantees durability, easier installation, and faster delivery. HULK Metal supports bulk buyers with full technical service and reliable after-sales support.
Our concrete screw bolts are designed for reliable installation without expansion anchors. Galvanized concrete screws provide superior corrosion resistance, making them ideal for indoor and outdoor use. HULK Metal offers diverse sizes, surface treatments, and customized solutions to match your needs.
Q345/20#/Stainless steel/Others
Galvanized
0.8~25.0
6~32
≥3
HULK Metal lifting loops are made from alloy or carbon steel, precision-threaded, and electro-galvanized for corrosion resistance. Designed for use with lifting sockets, they ensure safe, reliable handling of precast concrete components with a ≥4 safety factor.
As a top metalworking service provider, we want to let every customer experience a sense of security in purchasing, sales, etc., and better realize their value through continuously defining new standards for products and services.
Room 901, Intelligent Park A Building, No. 86 ChunYang Rd, Qingdao, China 266109
© 2025 HULK Metal All Rights Reserved. All Rights Reserved.